Skanery liniowe temperatury



















Liniowy skaner temperatur LANDSCAN LSP-HD 20/21/22
Kod produktu: LANDSCAN LSP-HD
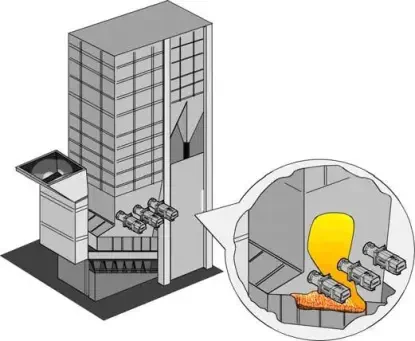
W wyniku przesuwania się materiału w kierunku prostopadłym do tej osi skaner dokonuje pomiaru kolejnych miejsc na powierzchni obiektu. Wynikiem tego pomiaru jest dwuwymiarowy obraz rozkładu temperatury całej powierzchni skanowanego obiektu. Skaner może być wyposażony w jedną z pięciu typów głowic pomiarowych (detektorów promieniowania), przeznaczonych do różnych zastosowań. Każda głowica posiada układ optyczny o zmiennej ogniskowej, którego ustawienie wykonuje się bezpośrednio przed montażem
- walcowania na gorąco – strefa chłodzenia,
- walcówka , pręty ożebrowane pojedyńcze lub obok siebie po uprzednim rozcinaniu wzdłużnym (slittingu) lub chłodzeniu/hartowaniu
- walcownia płyt grubych – samotok odprowadzający,
- linia wyżarzania ciągłego (góra wylotu przed kotłem cynkowym),
- piece do wyżarzania,
- linie ocynowywania i cynkowania.
System pomiarowy składa się z 3 elementów:
- głowicy skanera,
- komputera PC (wizualizacja, archiwizacja itd.) z oprogramowaniem LANDSCAN,
- procesora/modułu zasilania LSP-E PSU z wyjściami przekaźnikowymi i analogowymi (opcjonalnie).
Głowica skanera oraz procesor LSP stanowią układ autonomiczny tzn. nie wymagają do generacji sygnałów (4/20mA, styki, Ethernet) pracy komputera PC. Ewentualne uszkodzenie komputera, konieczność zresetowania itp. nie mają żadnego wpływu na stan wyjść. Głowica skanera podłączona jest do procesora za pomocą 1 wysokotemperaturowego kabla o długości do 20m. Z procesora sygnały przekazywane są za pomocą standardowego kabla sieciowego. W przypadku zapewnienia odpowiedniej przepustowości sieci zakładowej, połączenie nie wymaga wykonania specjalnej 'dedykowanej' sieci.
Skanery są wykorzystywane przez następujące firmy (referencje): ArcelorMittal, Saarstahl, Saint Gobain, EUROGLAS, CORUS (British Steel), Thyssen Krupp STAHL, Rautaruuki, SSAB, Voest Stahl Linz , HSW Huta Stalowa Wola, ISD Huta Częstochowa itd.
Parametry
| Współczynnik emisyjności | 0,20 ... 1,00 |
| Pole widzenia | 500 : 1 300 : 1 |
| Kąt skanowania | 80° 40° - ustawiony programowo |
| Wielkość mierzona | temperatura |
| Szybkość skanowania | 10...150 Hz regulowana co 1 Hz |
| Dokładność | ±2 °C |
| Długość fali | 2,2 mikrometra 1,9 mikrometra |
| Obudowa | IP65 |
| Zakres pomiarowy temperatury | 200 ... 850 °C 300 ... 1000 °C 400 ... 1200 °C |
| Powtarzalność | ±0,5°C |
| Dopuszczenia | CE |
| Producent | Land |
Pliki do pobrania
Aplikacje
Kontakt z Ekspertem
Chcesz dowiedzieć się więcej na temat tego rozwiązania? Wyślij zapytanie do naszych Ekspertów.
Inne produkty, które mogą Cię zainteresować
Pirometr LAND CDB (dawny CDA)
Pirometr optyczny do bezkontaktowego pomiaru temperatury spalin.
- Zakres: od 400 do 1800°C
Specjalistyczny pirometr przeznaczony jest do pomiaru temperatury gazu – spalin / cząsteczek CO2 w kotłach, spalarniach lub piecach przemysłowych. Pirometr mierzy temperaturę maksymalną wzdłuż pola widzenia, a zatem jest znacznie dokładniejszy od termoelementów, które z uwagi na trwałość osłon, zazwyczaj instaluje się zaraz przy ścianie bocznej.

Transportowa/przenośna kamera termowizyjna do pieców Portable Furnace Thermal Imaging System (PFTIS)
Przenośny system termowizyjny Portable Furnace Thermal Imaging System do wykonywania badań termowizyjnych pieca.

Liniowy skaner temperatur LANDSCAN LSP-HD 71
Skanery liniowe temperatury LANDSCAN do zastosowań w przemyśle tworzyw sztucznych, papierniczym, hutniczym.
- Skanowanie temperatury PCV, poliwęglany, polipropyleny, polietyleny, PET,octan celulozy i polistyren, cienkie tworzywo sztuczne, kształtowane termiczne.
- Linie nakładania farby na blachy (huty).
- Włókniny oparte na polimerze.

Przewodowy czujnik temperatury CJ7
Przewodowy czujnik CJ7 stosowany jest do pomiaru temperatury elementów maszyn oraz urządzeń. Osłona tego czujnika wyposażona jest w kołnierzyk, który umożliwia przykręcenie wkręta M4, wsuniętego w otwór płyty czujnika. Długość osłony: 40, 50 mm lub inna an zamówienie. Długość przewodu: 1,5 m, 2 m, 3 m lub inne na zamówienie. Średnica osłony wynosi 3 mm. Pomiar temperatury od -40 do 200°C.
Kalibrator czujników rezystancyjnych Altek 211
Kalibrator czujników rezystancyjnych Altek 211, umożliwiający testowanie oraz kalibrację 8 typów czujników RTD, a także urządzeń współpracujących z tymi czujnikami (rejestratory, regulatory, wskaźniki i inne). Czas pracy wynosi ok. 50 h. Dokładność pomiaru: ±0,1°C, ±0,5 Ω. Rozdzielczość od 0,1°C. Praca w zakresie temperatur od -20 do 60°C.

Czujnik temperatury głowicowy FA3
Czujnik temperatury FA3 ma głowicę aluminiową NA. Czujnik głowicowy stosowany do pomiaru temperatury cieczy oraz gazów w przemysłowych zbiornikach. Także, czujnik temperatury tej serii stosuje się w rurociągach ciśnieniowych o dużym natężeniu przepływu medium, jak i w zbiornikach ciśnieniowych, w instalacjach c.o. Długość osłony czujnika wynosi: 50, 100, 160, 200, 250, 400 mm i inna. Materiał wykonania osłony to stal kwasoodporna 1.4541. Opcje średnicy osłony: 6, 8 lub 12 mm. Zakres pomiarowy od -200 do 550°C.

Obrotowa kamera termowizyjna LAND PTZ-APH-LWIR/MWIR 640
Obrotowa kamera termowizyjna z samoistnym, bezobsługowym analizowaniem obrazu i pomiaru rozkładu temperatury oraz układem skanowania Pan&Tilt. Kamera termowizyjna działa na średnich lub długich falach IR, służy do pomiaru temperatury od -20 do 1800 °C w kilku zakresach, z wyborem różnych optyk i pól widzenia. Pełna integracja, autonomiczne działanie i szereg akcesoriów.

Głowica do czujników temperatury MAA
Wymienna głowica do czujników temperatury serii MAA. Głowica temperatury jest wykonana z aluminium z powłoką z emalii kreodurowej. Wymiary wewnętrzne: ø25x22 mm. Dodatkowo w wyposażeniu głowicy kostka zaciskowa - steatyt, 2-, 3-, 4-zaciskowa. Temp.: -40 ... 100°C.

Kamera termowizyjna LAND LWIR 640
Kamera termowizyjna 640x480 działająca na długich falach IR, dla pomiaru temperatury od -20 do 1000 °C w sześciu podzakresach z wyborem różnych optyk i pól widzenia. Pełna integracja, autonomiczne działanie i szereg akcesoriów.

Regulator analogowy TROL404
Regulator temperatury z nastawą analogową za pomocą gałki oraz cyfrowym wyświetlaczem wartości mierzonej. Regulator ten często wykorzystywany jest w urządzeniach piekarniczych gdzie gałka ułatwia szybką i prostą nastawę temperatury. Wysietlacz cyfrowy informuje o aktualnej temperaturze w piecu. W regulatorze tym ważne jest dobranie typu regulatora do posiadanego czujnika temperatury